정밀광학 컴포넌트
비접촉 측장계(PD시리즈)

제품개요
비접촉 측장계란, 대상물의 면내 방향의 이동량·거리, 속도를 고정밀도로 측정할 수 있는 계측 기기입니다. 생산라인에서 반송되는 부품이나 재료의 이송을 실시간으로 감시하여 생산라인의 IoT화를 촉진하고 효율적이고 균일한 반송 및 안정적인 공급을 실현하여 현장에서의 생산성 향상과 비용 절감에 크게 기여합니다. 과거 접촉식에서 발생했던 대상물에 대한 흠집이나 마찰·미끄럼에 의한 측정 오차 등의 문제 해결이 가능합니다. 또한 A/B상의 펄스 출력에 대응하여 비접촉 엔코더로 사용할 수 있습니다.
제품특징
- 비접촉으로 대상물의 이동량과 속도를 정확하게 측정.
- Canon만의 Profile matching방식으로 고 가속도 추종이 가능(100G)
- 정시 상태에서 측정이 가능.
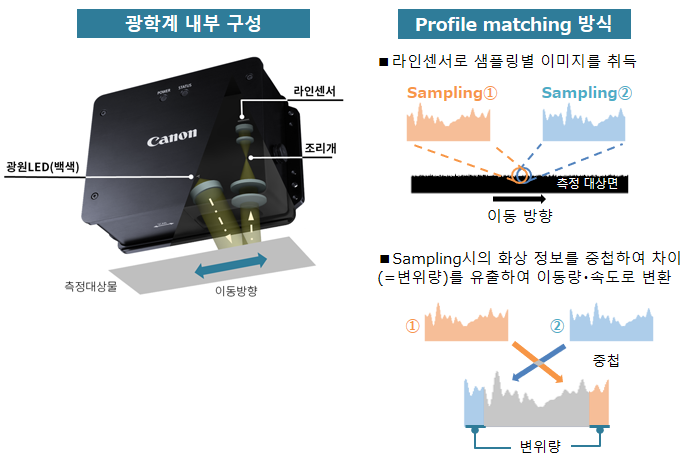
측정 원리:Profile matching방식이란?
연속으로 취득한 대상물의 화상 데이터간의 상관관계를 비교 하는것으로 변위를 산출하고 이동량・속도로 변환하여 출력하는 방식입니다.
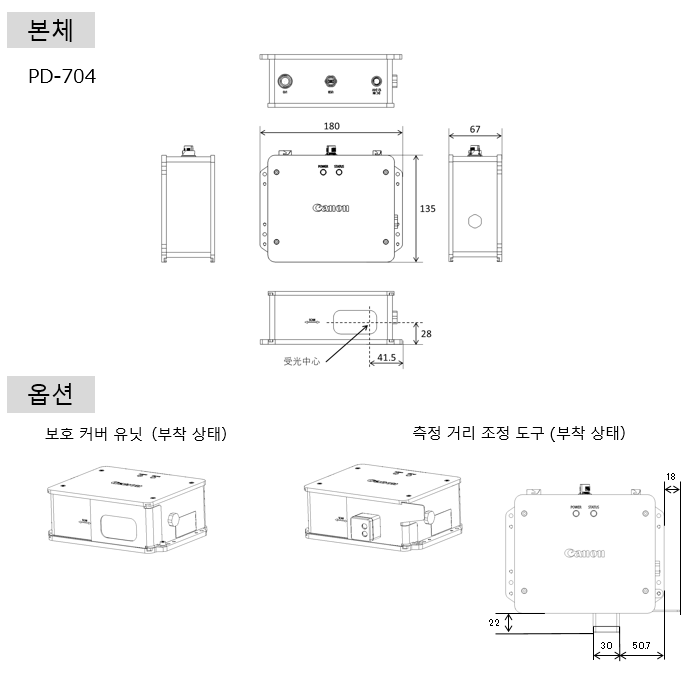
제품구성

Software(표준 구성품)
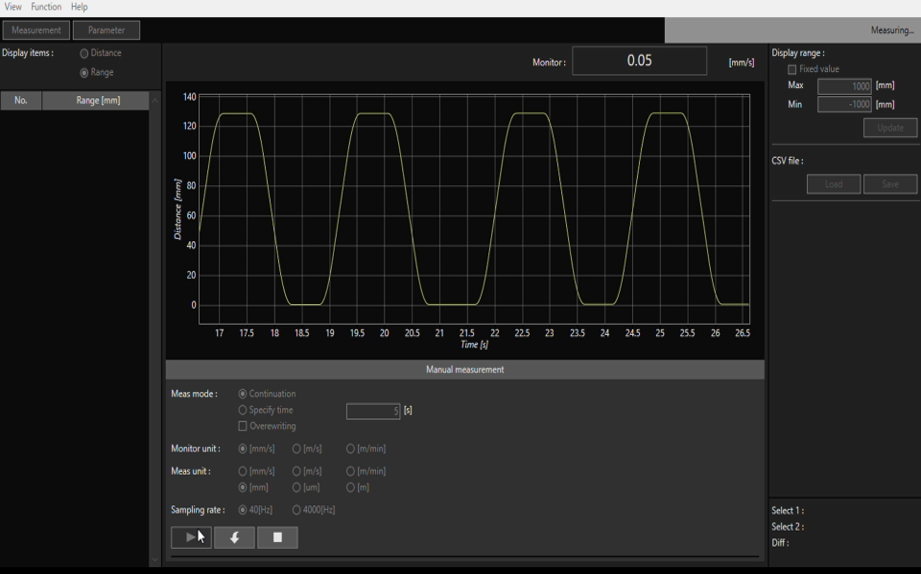
비접촉 측장계 Software. (Non-Contact Displacement Sensor Software)
PC상의 속도 및 길이 측정 결과를 표시, 측정 결과의 이력 표시, 데이터 보존, 파라미터등의 변경이 가능합니다.
기기 교정
요청에 따라 교정 증명서를 발행하고 있습니다. (유상)
안심 사용을 희망하시면 1년마다 정기 교정을 추천 드립니다.
지금까지의 문제점
금형을 통하여 소재를 성형하는 프레스장치를 도입하고 있는 생산현장에서는 금속재 코일 등의 부품이 장치내 벨트상에서 반송될 때 생기는 이동량이나 속도의 오차에 의해 부품불량이나 금형 파손이 발생하고 있었다. 또한, 고가감속이 발생하기 때문에 이송 정밀도의 비접촉 모니터링이 어려웠다.
비접촉측장계를 도입한 후
비접촉측장계는 측정대상물의 가속도100G까지 대응이 가능하다. 비접촉으로 이송량 모니터링을 실현하여 불량품의 발생이나 금형 파손을 미연에 방지할 수 있게 되었다. 이를 통해, 금형 수정 비용과 다운타임 절감, 생산성 향상으로 이어졌다.
지금까지의 문제점
강판을 롤러로 반송하여 절단하고 있었지만, 강판의 이송에 미끄러짐이 발생하여 절단 후 길이가 안정되지 않아 불량품의 발생으로 이어지고 있었다.
비접촉측장계를 도입한 후
비접촉 측장계로 강판을 직접 측장함으로써 미끄러짐의 영향을 받지 않는 정확한 측장이 가능해졌다. 이로써 불량품의 발생을 미연에 방지할 수 있었다.
지금까지의 문제점
압출된 제품을 컨베이어로 반송하는 공정에서 압출속도와 컨베이어의 속도가 비동기이므로 압출 제품에 형상 불균일이 발생하고 있다. 압출시 재료는 부드럽고 접촉식 회전롤러(터치롤,계기반,메이저롤)로 속도관리가 불가능해 개선이 필요한 상황이다.
비접촉측장계를 도입한 후
비접촉측장계는 비접촉으로 재료의 속도측정이 가능하다. 압출된 재료,제품에 흠집을 내지않고 속도 관리를 할 수 있어 압출 속도와 컨베이어 벨트의 속도 동기화가 가능해져 품질 개선으로 이어졌다.
지금까지의 문제점
태양광 패널이나 디스플레이 등에 사용되는 필름의 롤to롤반송라인에서의 롤의 미끄러짐이 영향을 미쳐 이송오차가 발생해 버린다. 이것이 원인으로 후의 절단/마킹/성막/도포 공정 등에서 가공 얼룩이 생겨 품질이나 수율의 나쁜 점이 문제가 되고 있었다.
비접촉측장계를 도입한 후
비접촉측장계로 직접 대상물의 이송을 계측함으로써 미끄럼에 의한 반송오차의 발생을 미연에 방지할 수 있게 되었다. 따라서 가공 품질의 향상,재료 코스트의 삭감,수율개선으로 이어졌다.
경고에 대해서
측정값에 이상이 발생한 경우, 또는 온도가 동작온도의 상한/하한에 가까워진 경우 경고가 발생합니다. 경고 발생 시에도 측정은 계속 되지만, 측정치 이상의 경우에는 적절하게 측정하지 못했을 가능성이 있습니다.
경고가 발생하는 현상으로부터 복귀했을 때에는 일정 시간 경과 후에 스테이터스 바(앱상단)의 표시가 자동적으로 정상으로 돌아옵니다.

주요 경고
앱을 사용하여 측정한 경우 측정 종료 후 경고 내용을 확인 할 수 있습니다.※1
하기 경고가 발생한 경우, 측정모드 변경으로 회피 가능한 경우가 있습니다.※2
또한 측정 시작부터 종료 사이에 한번이라도 경고가 발생한 경우 반드시 표시됩니다.
※2 각 측정 모드에서 대해서는 아래의 '모드 기능에 대해서'를 참고해주세요.

- 측정물의 속도가 사양을 초과했을 가능성이 있습니다.
- 측정 방향에 대해 수직방향의 진동이 허용치를 초과하고 있을 가능성이 있습니다.

- 측정 대상이 올바르게 설치되어있지 않습니다.
- 측정물의 콘트라스트가 작습니다.

- 측정대상물의 반사율이 높습니다.

- 측정대상물의 반사율이 적습니다.
모드 기능에 대해서
측정대상물과 환경에 대해서, 모드를 변경하는것으로 보다 정확한 측정이 가능합니다. 모드0에서 측정 했을 때, 아래의 경고가 표시되었을 경우, 표시 내용에 따라 모드 변경을 시도해 주십시오. 모드 설정은 앱의 '파라미터 설정' 화면에서 변경 가능합니다.
| 모드설정 | 모드상황 | 내용 |
|---|---|---|
| 모드1 |  대상물이 진행방향에 대해서 수직진동 or 비스듬한 움직임 (스파이럴 반송 등) |
0 x 00000200 : MEASUREMENT WARNING 측정 방향에 대해 수직 방향의 진동이 있는 경우, 대각선 방향(나선 등)의 운동을 측정할 때 모드 1을 설정하여 사용하십시오. ※이 모드 설정을 적용하면 저속(100mm/s이하)로 정밀도가 악화될 수 있습니다. |
| 모드2 |  대상물의 반사율이 높은경우 (광택이 있는 강판 등) |
0 x 04000000 : LIGHT WARNING(HIGH) 측정물의 반사율이 높을 경우 모드 2를 설정하여 사용하십시오. ※이 모드 설정을 적용하면 반사율이 낮은 측정물은 측정 불가능해 질 수 있습니다. |
| 모드3 |  대상물의 반사율이 낮을때 (검정고무,검정튜브등) |
0 x 02000000 : NO TARGET WARNING 0 x 08000000 : LIGHT WARNING(LOW) 측정물의 반사율이 낮은 경우, 모드 3을 설정하여 사용하십시오. ※모드 3 설정을 적용하면, 고속 (2000mm/s이상)으로 정밀도가 악화 될 수 있습니다. |
| 모드4 | 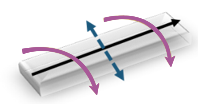 반사율이 높은 대상물의 진행방향이 수직진동 혹은 비스듬한 움직임 |
0 x 00000200 : MEASUREMENT WARNING 0 x 04000000 : LIGHT WARNING(HIGH) 모드1과 모드2의 조합 진동이 크고, 측정대상이 반사율이 큰 경우 모드4를 사용해 주십시오. |
| 모드5 | 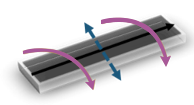 반사율 낮은 대상물의 진행방향이 수직진동 혹은 비스듬한 움직임 |
0 x 00000200 : MEASUREMENT WARNING 0 x 02000000 : NO TARGET WARNING or 0 x 00000200 : MEASUREMENT WARNING 0 x 08000000 : LIGHT WARNING(LOW) 모드1과 모드 3의 조합 진동이 크고, 반사율이 낮은 경우, 모드 5를 설정하여 사용해 주십시오. |
*디폴트(초기설정값)는 모드0